



How to Design Compound Forging Die of Aluminum Alloy Connecting Rod?
2019-08-31 14:52:45According to preliminary statistics, aluminium forgings accounted for 0.5% of the world's total forgings output in 1985 (18,000 tons), and increased to about 18% in 2008. At present, about 4.5 million tons/year of forgings are consumed in the world, of which about 800,000 tons/year of aluminum forgings are consumed. As the market of aluminium alloy forgings is more and more widely used, the production efficiency of forgings products is also increasing. The aluminium alloy forging connecting rod is a typical case. In the production process of aluminium alloy connecting rod, the general forging process includes billet making, pre-cutting, final forging, trimming, punching and rectification. In the traditional production process of aluminium alloy connecting rod forgings, the trimming process, punching and rectifying process are all separated independently. Independent trimming die, punching die and rectifying die are adopted. Installing the above-mentioned dies on the equipment for separate trimming, punching and rectification, because each process has its own dies and independent machine tool operation, resulting in high production costs and large investment. Therefore, it is urgent to design a die structure for connecting rod which can integrate trimming, punching and rectification to relieve production pressure.
Describe The Forging Die Design Process Of Connecting Rod
This article will describe the overall forging process of a typical 4032 aluminium alloy connecting rod. Using UG three-dimensional modeling, forgings, forging dies, trimming dies and heat treatment process are designed. Then the three-dimensional model is imported into deform simulation analysis software to simulate the process. The movement mode of each die component is analyzed, and the reasonable die component structure is designed. It is convenient for readers to understand the movement process of parts, fully understand the process flow and the working principle of trimming compound die, and master the overall process flow of aluminum alloy forging.
Design Connecting Rod Drawing, Pre-Forging Die, and Final Forging Die
The design of connecting rod final forging is shown in Figure 1. Generally, it should be carried out according to the requirements of customer drawings to ensure that each part has reasonable structure, smooth flow line, round angle, slope and reasonable size. Using UG modeling model as shown in Figure 2, design pre-forging, final forging, trimming die, UG drawing for drawing processing.
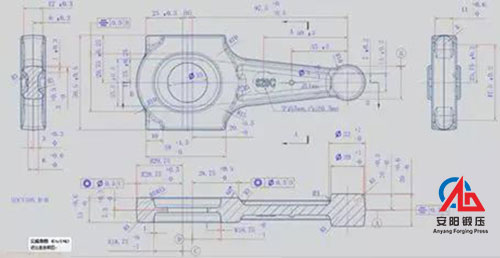
Fig. 1 Two-dimensional diagram of connecting rod final forgings
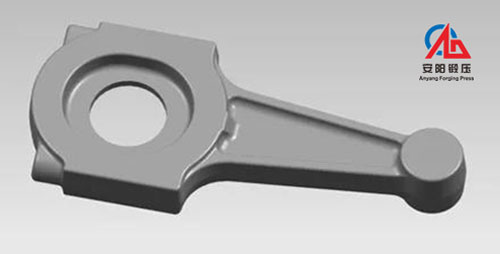
Fig. 2 Three-dimensional numerical model of connecting rod final forging
Usually, the inner part of the final connecting rod forging big end core is designed to be straight. But there will be eddies in actual production. The design of the connecting rod big end is show as in Figure 3, a storage groove is considered in the core to accommodate excess material. Forging die steel H13 is commonly used for connecting rod hot forging die. It is convenient for actual production and its layout is transverse layout. Similarly, the pre-forging and final forging die of connecting rod are designed as shown in Fig. 4. The billet is heated at 465 C. According to the actual production needs, the flash holding part is designed to accommodate surplus metal materials.
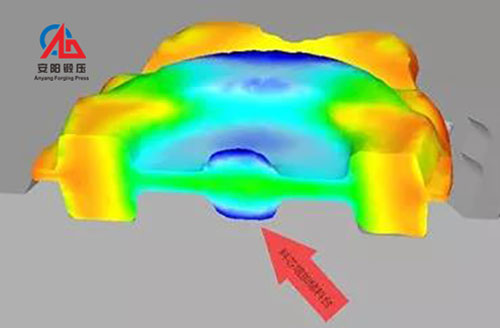
Figure 3. Connecting rod forging big end design
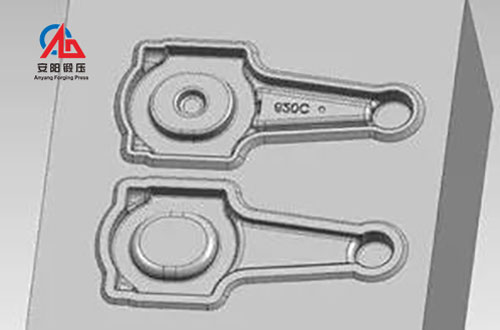
Figure 4. Pre-forging Final Forging Die Design
What is Flash Trimming Die in Forging
Fig. 5 is the assembly profile of compound trimming die. The upper template 1 is integrally fixed on the upper worktable of the punch press, and the lower template 16 is fixed on the lower worktable of the punch press. The upper and lower movements of the punch press are used to drive the upper and lower movements of the upper die. After the die is well matched, guide pillar and guide sleeve are used to guide and precisely locate the die. The products after pre-forging and final forging are placed in the cavity of the lower die and positioned by the lower die core 8 with flash trimming. During the downward movement of the upper die, the product is driven downward along with the flash trimming and the lower die core 8. Firstly, the forging flash of the connecting rod is removed by flash trimming die 4. Continue to move downward and use the trimming punch 12 to punch out the big end of the connecting rod. Then, the upper die drives the lower die to move downward together. The upper die core 18 and the lower die core 8 are used to wrap the product and complete the shaping correction. In the process, to control the downward pressure of the connecting rod, it is necessary to obtain a stable value through debugging, and then solidify it to ensure the overall thickness and size of the product. After the whole descending stamping action is completed, the upper die is lifted, the flash of connecting rod forging is pushed down by using the upper discharging plate 3, and the forging along with the flash is left in the lower die. Finally, the lower die spring 15 is used to reset the lower die. Together with the forging, the connecting rod forging is ejected, the product is taken out with iron clamps, and then the punching core material is taken out. While the lower model cavity moves up and down, the lower guide pillar 13 is used to guide accurately to ensure the smooth progress of the whole process. The flash trimming and straightening process of connecting rod is completed by one up and down mechanical movement.
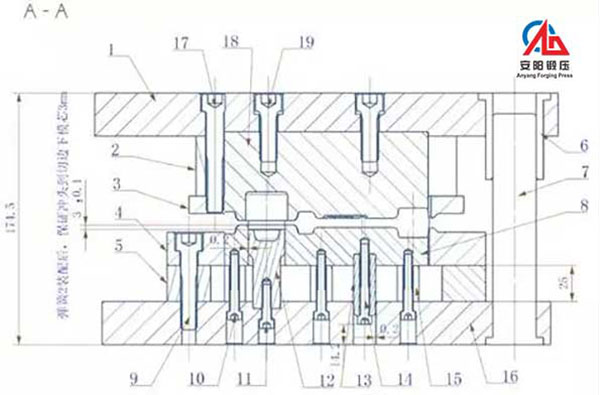
Fig. 5 Assembly profile of compound trimming die
1-upper die 2-Unloading spring 3-Unloading sheet 4-lower trimming die 5-base plate 6-Guide sleeve 7-guide pillar 8-lower trimming die core 9-screw 10-screw 11-screw 12-trimming punch 13-lower guide pillar 14-screw 15-spring 2 16-lower template 17-inner hexagon 18-upper trimming die core 19-screw
What are Connecting Rod Forging Die Made with?
The choice of die material and heat treatment should be made according to the requirement of use. Usually, the working environment and fatigue degree will be taken into account when choosing die material and heat treatment. Pre-forging, final forging, die core 8 and 18 are made with H13 or 5CrNiMo hot die steel, and high carbon Cr bearing steel for guide post. Trimming springs can be either ordinary springs or polyurethane springs, and the rest can be assembled freely according to their own company's existing accessories.
Connecting Rod Forging Process Simulation
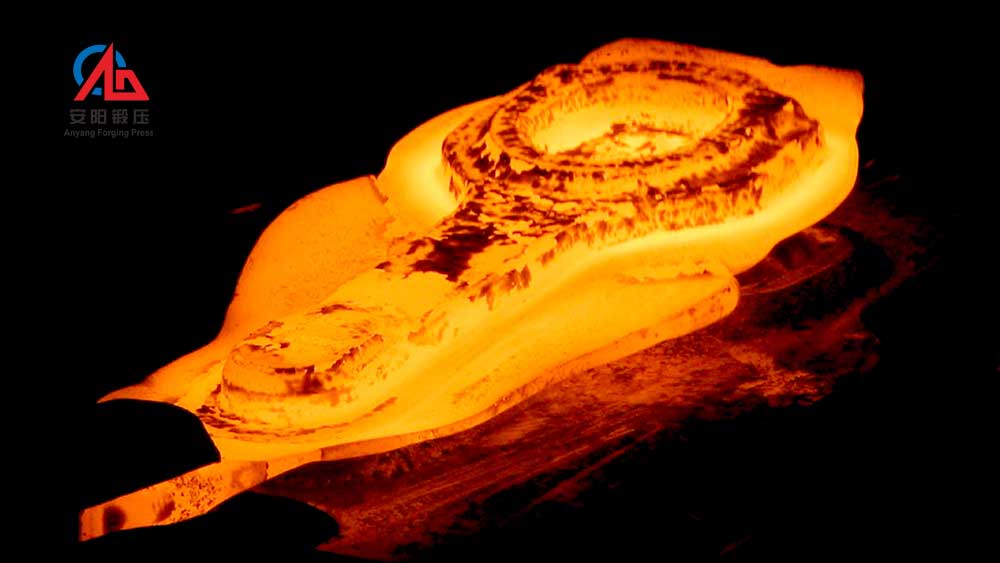
The forging process can be divided into pre-forging (figure 7) and final forging (figure 8). The heating temperature of pre-forging and final forging are 460℃. Connecting rod forgings are finally forged by one heating (Fig. 9). In pre-forging, according to the actual production, the corner smoothness of each part is adjusted. Through deform simulation analysis, it can be easily seen that material temperature distribution, fullness, stress analysis, defect generation, etc., and then adjusted according to actual production. The connecting rod shown in figure 10 has uniform flash and full filling.
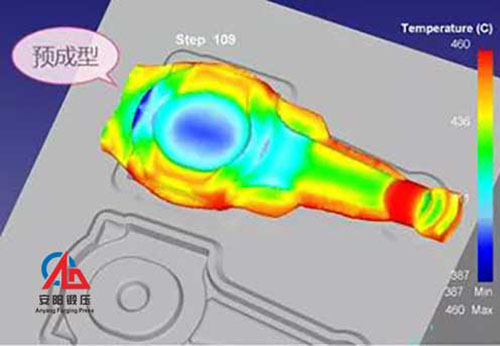
Figure 7 Preforging diagram
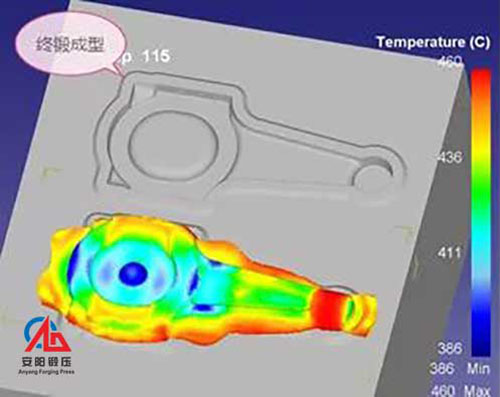
Figure 8 Final forging diagram
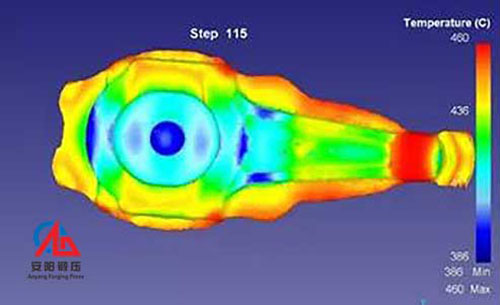
Figure 9. Final forged connecting rod forgings diagram
Heat Treatment of Connecting Rod Forging
Special heat treatment tooling is designed to ensure sufficient product space for heat treatment between connecting rods. When the temperature of the product rises to 507 +5 C, the holding time is 6h+0.5h/0. Solid solution transfer time ≤ 15s. Aging heat treatment, the product with the furnace temperature to 170 (+5 C), heat preservation 12h + 0.5h/0. After the product is lowered to normal temperature, it is removed and placed in a special material frame to facilitate the flow of the next process.
Advantages of Aluminum Alloy Connecting Rod Forging
By designing reasonable pre-forging and final forging dies and choosing reasonable materials, the forging process of connecting rod is completed. A compound die for trimming and punching of aluminium alloy was designed. By utilizing the plastic deformation characteristics of aluminium alloy, the production process of three processes was solved by one-time reciprocating motion, which not only saved labor cost and die cost, but also improved production efficiency and competitiveness of enterprises.
This aluminium alloy compound die is very practical in the process of connecting rod forging and use. It not only improves the forging efficiency and the service life of the die, but also improves the stability of the products produced by this process through the verification of continuous production, which has won the unanimous praise of customers. The design structure of this kind of compound die can be changed slightly, and it can also be applied to other products with strong versatility. Hope to bring a good selection reference effect to friends who want to integrate trimming, punching and rectification processes. It is a set of composite die design scheme of connecting rod worthy of emulating.
Connecting Rod Forging Machine Manufacturer
In addition to excellent designed die, stable and professional forging machine are also important for high quality connecting rod forgings, which can be suitable for various requirements of forging die.

Anyang Forging Press is the biggest forging machine manufacturer in China. With more than 60 years experiences in forging machine manufacture, we have the ability to provide turn-key solution of connecting rod forging machine, such as pre-forging machine, drop forging hammer, punch press, trimming flash machine, heat treatment machine, etc. If you have any needs on machine selection of connecting rod or other forging parts, please feel free to contact us, we are ready to help you!